
Категория: Инструкции
Рекомендуем перевернуть телефон горизонтально для корректного отображения
Информация о производителе:
Крупнейшая тайваньская компания LNS Asia специализируется на выпуске автоподатчиков и работает с 1972 года. Поставлено более 140 000 устройств подачи прутка, на каждом втором производстве в России, используются потатчики LNS.
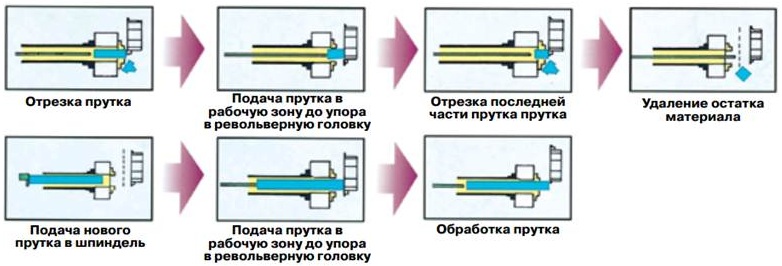
Предназначен для автоматической подачи прутка в зону резания токарного обрабатывающего центра.
Автоподатчик прутка (барфидер) предназначен для автоматизации производства на токарных обрабатывающих центрах с ЧПУ, за счет уменьшения времени установочной операции.
Рекомендуем перевернуть телефон горизонтально для корректного отображения





Отзывов пока нет, но ваш отзыв может быть первым.
Если Вы хотите получать уведомления об ответах по вашему вопросу или отзывы, укажите свой е-майл (будет скрыт).
1. Подключение питания к Барфидеру.
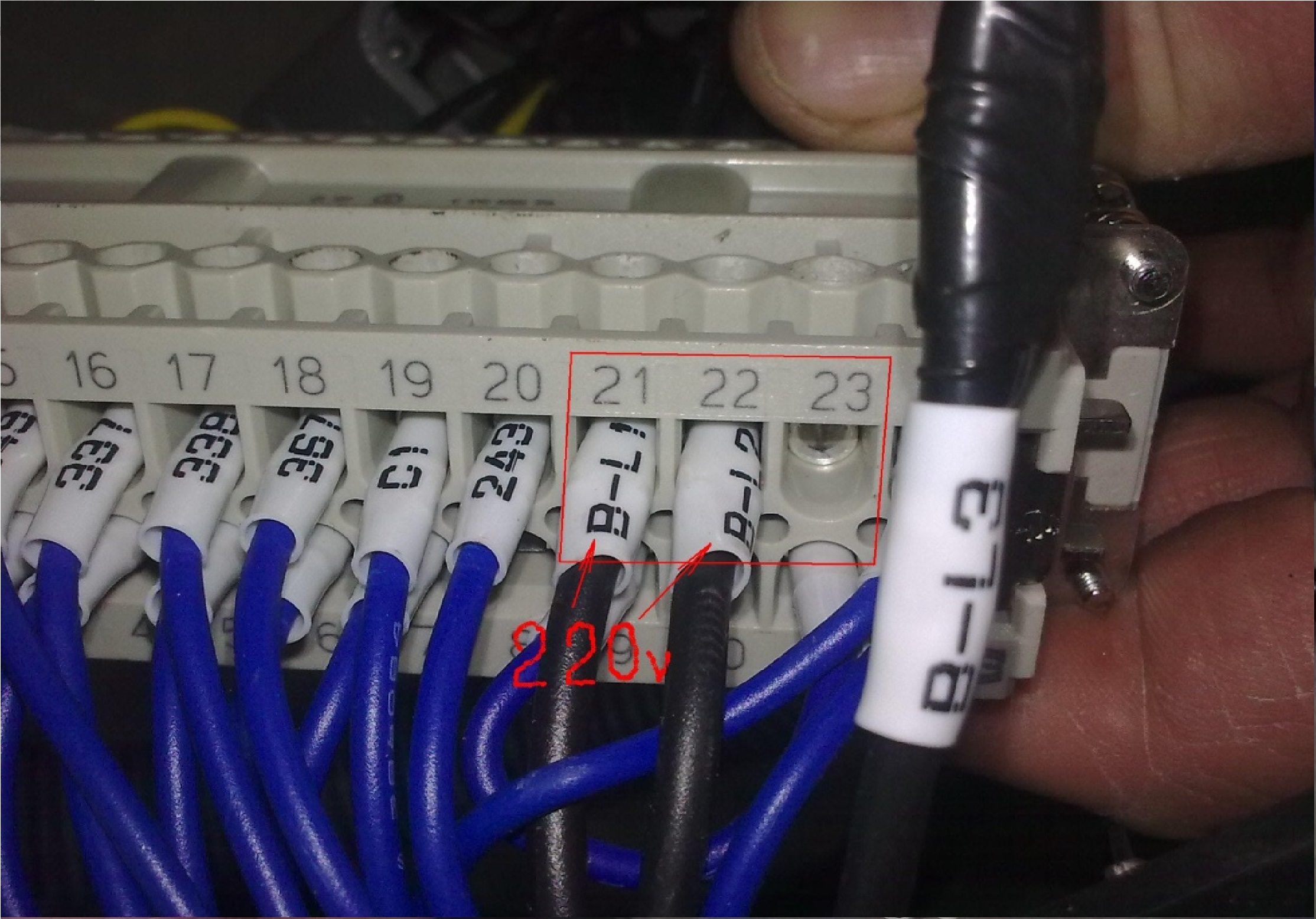
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
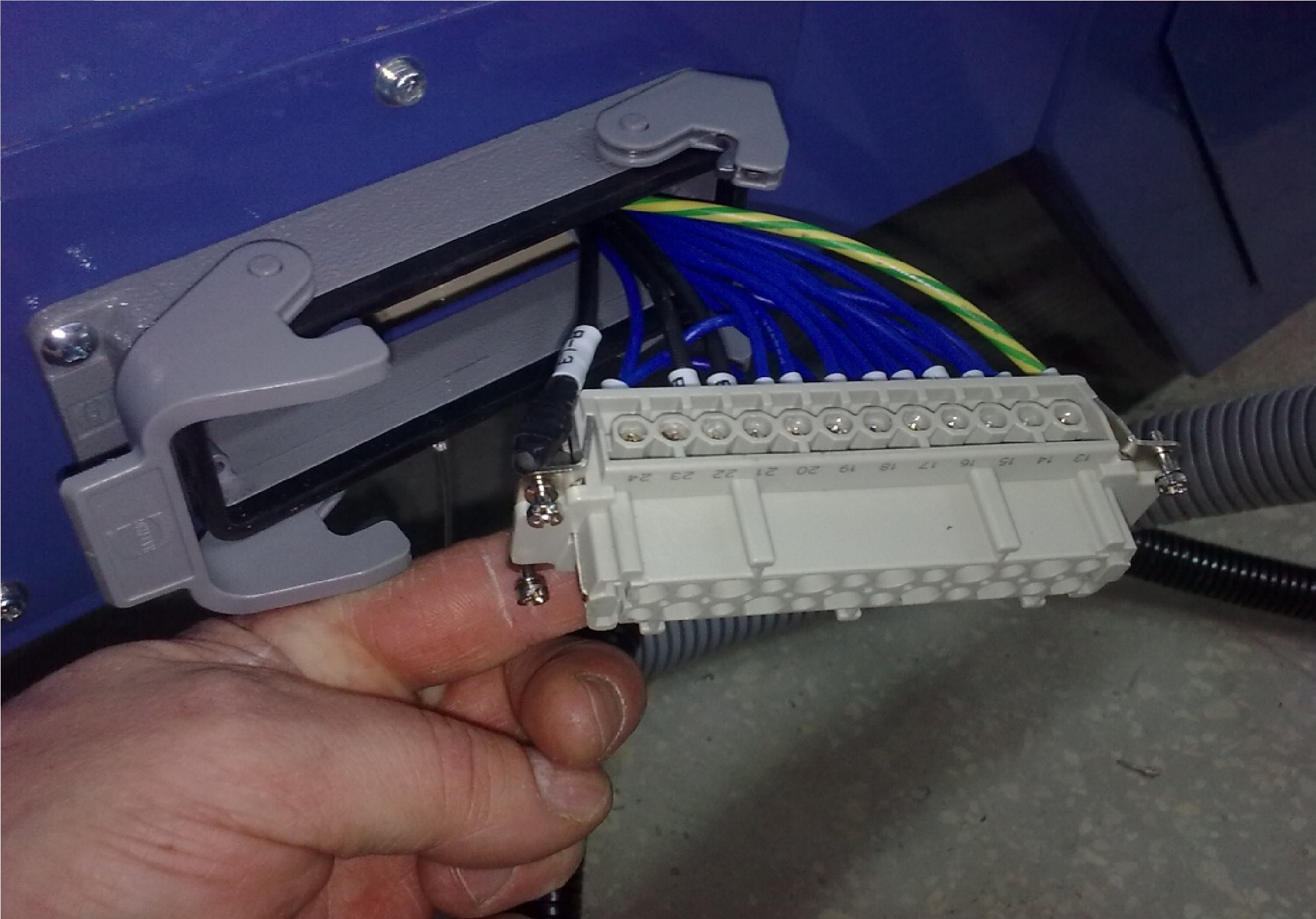

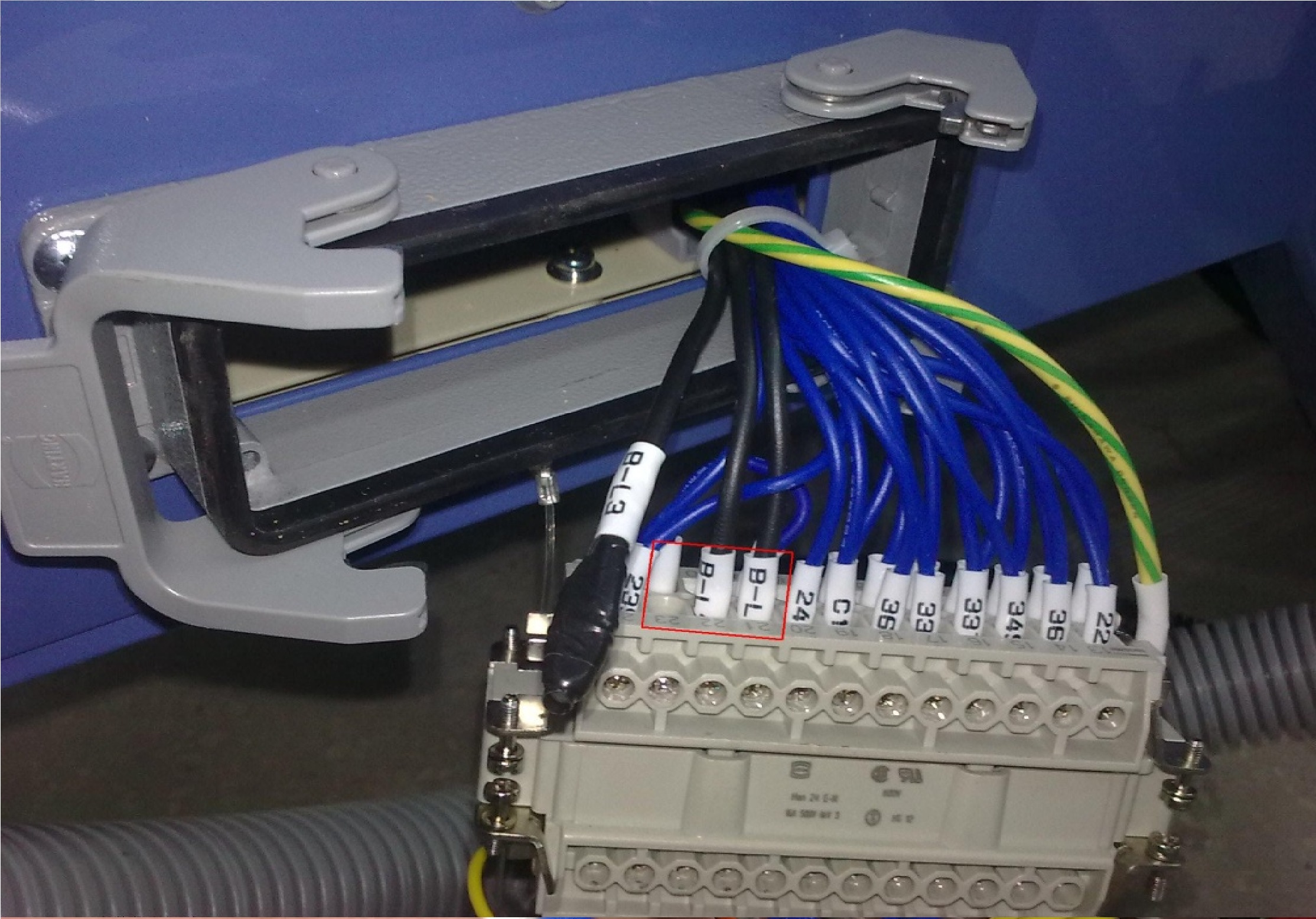
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
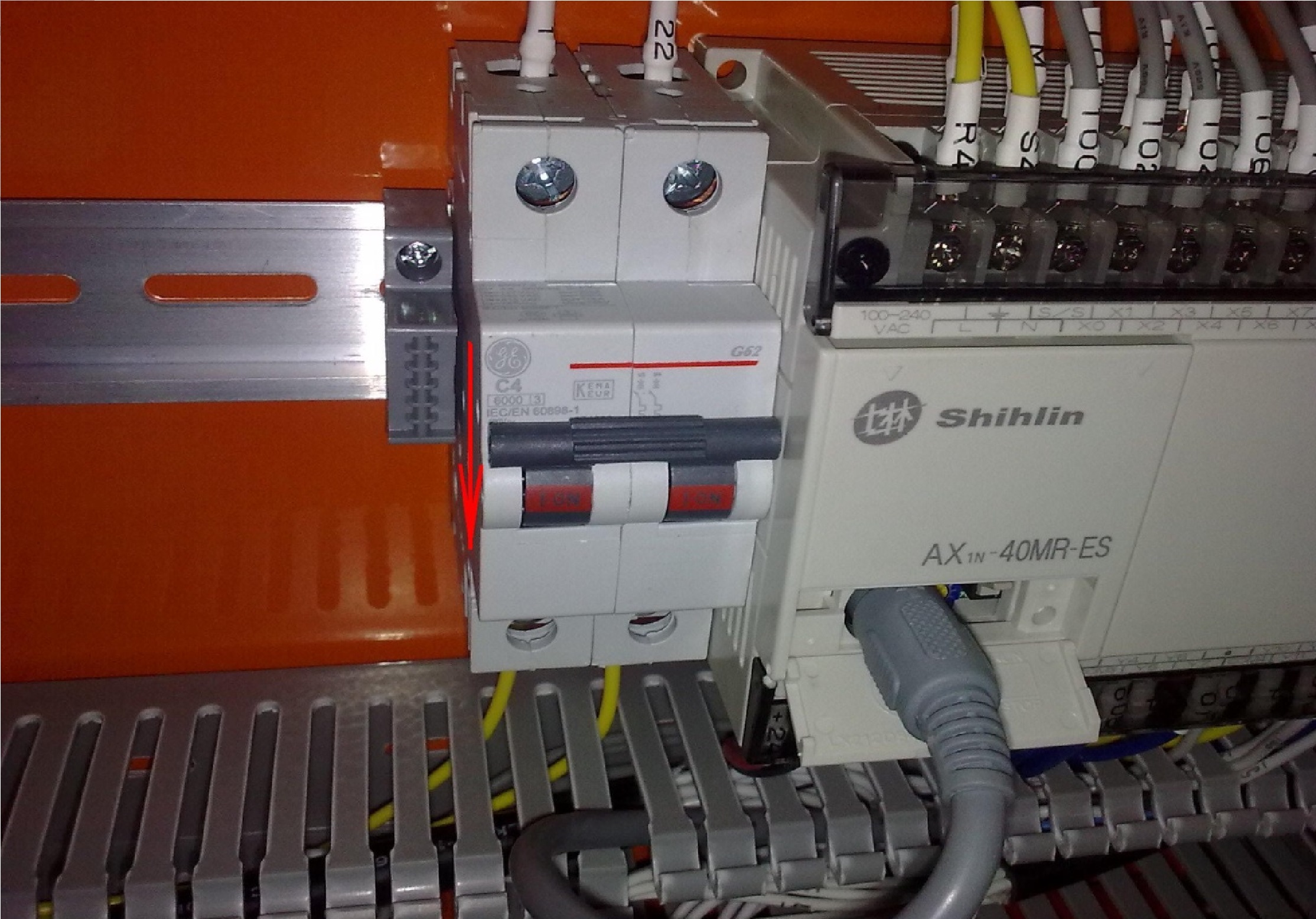
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
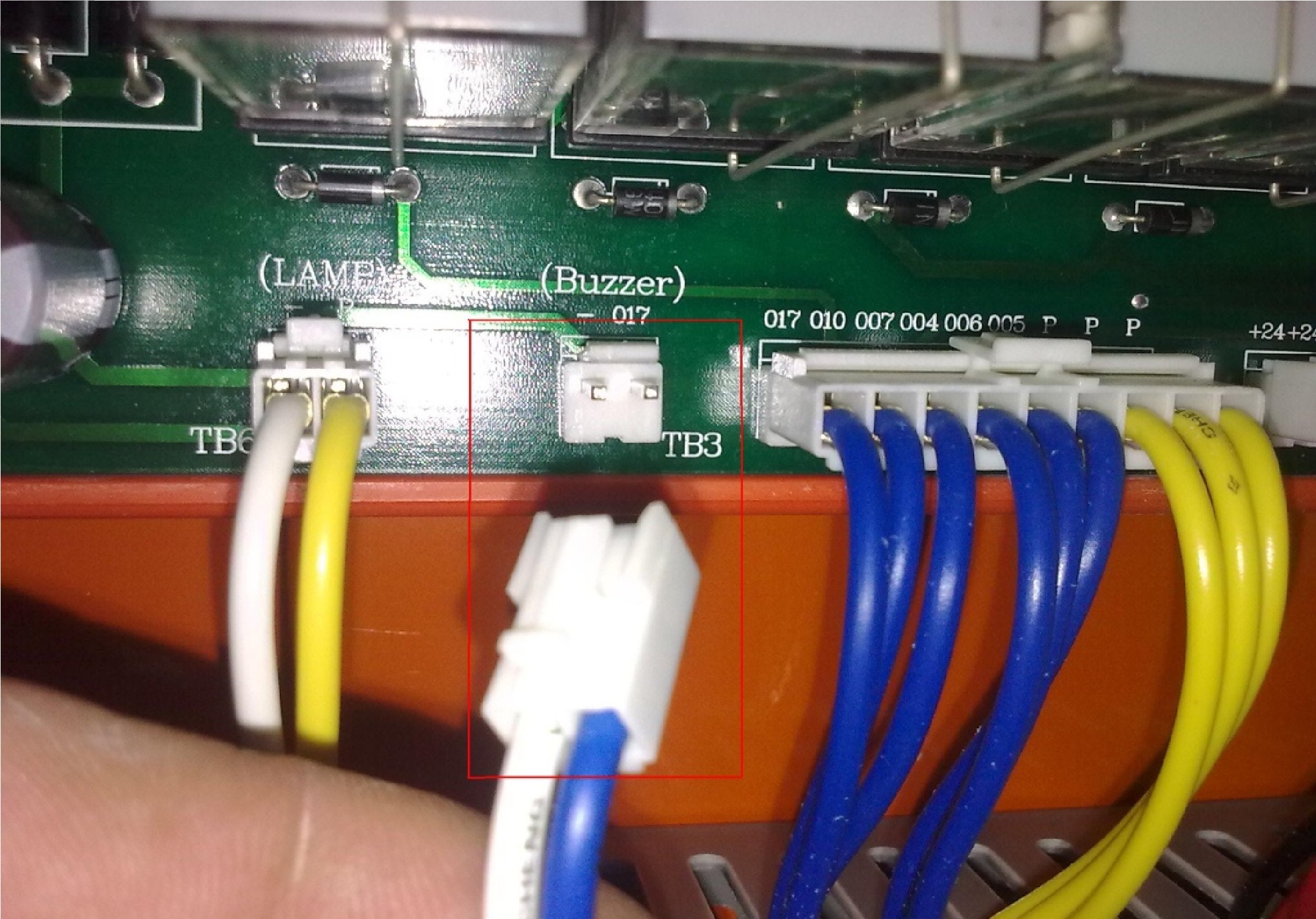
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.

Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 "----I I----- ". ВНИМАНИЕ! Верхний нормально открытый вход активен ----I/I----"
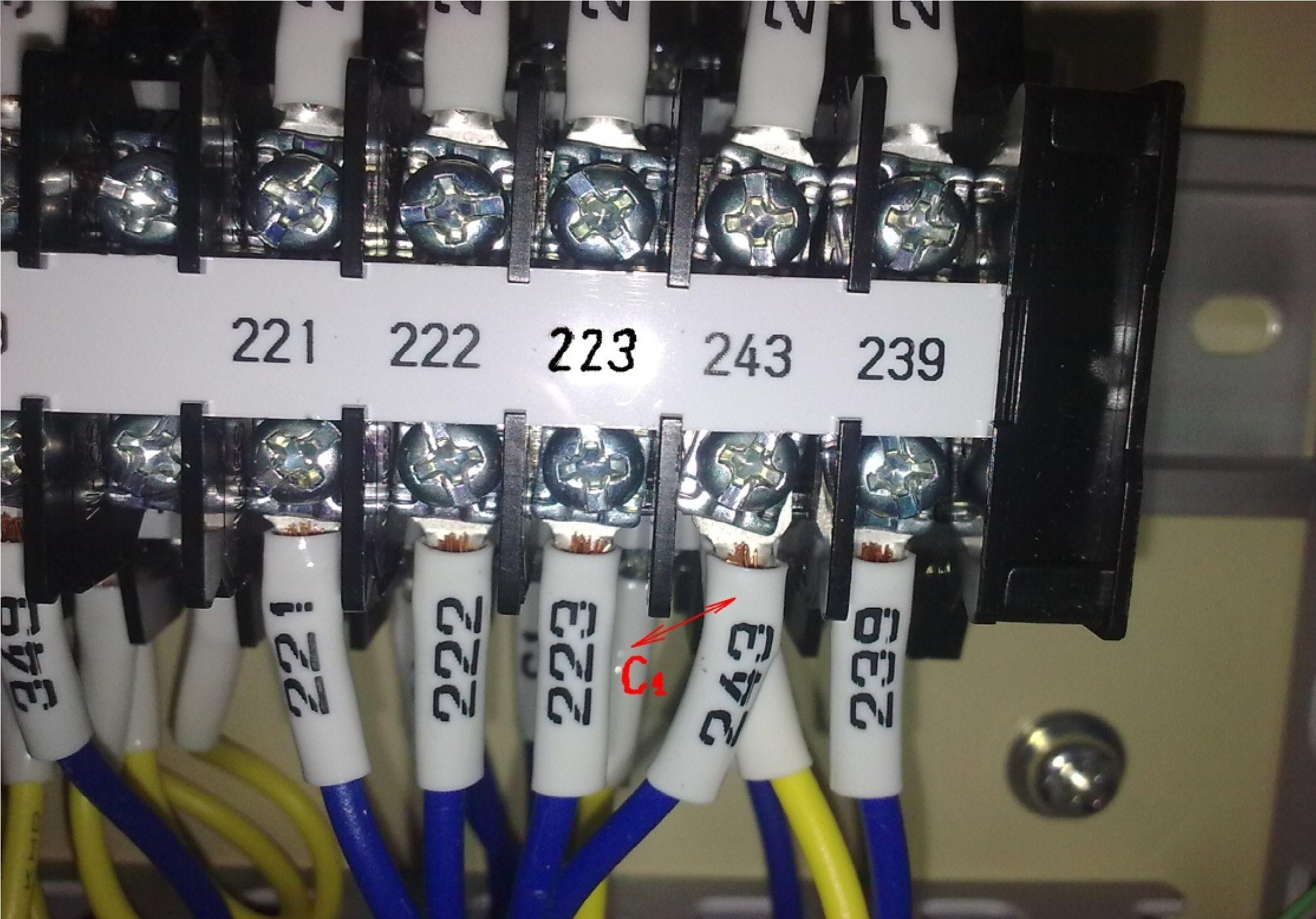
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.

Замена всех названий в программе одного имени:
EDIT > >> CHENGE> OLD ADRESS > K 30.6 > INPUT > X 9.4 > INPUT > ALT ALL > YES (24) > < > UPDATE > YES > < > K 30.5 > X 9.5
mr_maloy. дома вчера документации не нашел, покумекал сегодня на работе, родил два варианта, проверил на станках - работают. Для примера написал по программе для каждого варианта. Изготавливается шайба из прутка ф20 (сверлится и отрезается).
Вариант первый - с G52 и системной переменной (встроенный счётчик), без подпрограмм (мне понравился больше).
%;
O0001(PROGRAM);
G0 G28 U0;
G28 W0;
G54 G18 G21;
G52 Z-[#3901*7 ]; (#3901 - счётчик готовых деталей, при каждом М30 к нему автоматически добавляется 1, 7 - шаг деталей)
;
T101(SVERLO);
G97 G99 S500 M3;
G0 X0 Z2. M8;
G1 Z-10. F.12;
G0 Z2.;
G28 U0 W0 M9;
;
T202(OTREZNOI);
G97 G99 S1000 M3;
G0 X22. Z-6. M8;
G94 X5. Z-7. F.05;
G0 G28 U0 W0 M9;
M5;
M30;
%;
В OFFSET / SETTINGS устанавливаете в MDI параметр PARTS REQUIRED = нужное число деталей, PARTS COUNT = 0.
Запускаете станок в режиме MEMORY RESTART, когда будет обработано указанное количество деталей, станок остановится и выдаст сообщение COUNTER ARRIVAL. После смены заготовки снова задаете PARTS COUNT = 0 и в бой.
Вариант второй, с G52, подпрограммой и своими переменными.
Тут вроде всё ясно, при первом прогоне подпрограммы сдвиг равен нулю, при каждом последующем к нему добавляется сдвиг на 7 мм.




0 зарегистрированных, 1 гостей, 0 скрытых
Ответить цитируемым сообщениям Очистить