





Категория: Бланки/Образцы
Рекомендации устанавливают цели. задачи. порядок планирования, приведения. формы и правила оформления документов контроля технологической дисциплины в процессе производства на предприятиях машиностроения и приборостроения. Рекомендации могут применяться поставщиками и потребителями при согласовании договорной документации
1 Основные положения
2 Планирование КТД
3 Порядок проведения КТД
4 Реализация результатов КТД
5 Оформление документов КТД
Приложение 1. Указания о применении видов, объемов и периодичности КТД
Приложение 2. Основные формы контроля технологической дисциплины и правила их оформления
Приложение 3. Методика расчета показателей. характеризующих технологическую дисциплину
Приложение 4. Наименование и коды видов отклонений
Приложение 5. Наименования и коды причин отклонений
Приложение 6. Коды и наименования мероприятий по устранению нарушения
Государственный комитет СССР по управлению качеством и стандартам
ВНИИНМАШ Горьковский филиал
29.09.1989 ВНИИНМАШ Горьковский филиал (50)


 ГОСТ 14.004-83 «Технологическая подготовка производства. Термины и определения основных понятий»ГОСТ 16504-81 «Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения»ГОСТ 27.202-83 «Надежность в технике. Технологические системы. Методы оценки надежности по параметрам качества изготовляемой продукции»ГОСТ 8.002-86 «Государственная система обеспечения единства измерений. Государственный надзор и ведомственный контроль за средствами измерений. Основные положения»ГОСТ 8.326-89 «Государственная система обеспечения единства измерений. Метрологическая аттестация средств измерений»ГОСТ 3.1109-82 «Единая система технологической документации. Термины и определения основных понятий»ГОСТ 2.105-79 «Единая система конструкторской документации. Общие требования к текстовым документам»ГОСТ 2.108-68 «Единая система конструкторской документации. Спецификация»
ГОСТ 14.004-83 «Технологическая подготовка производства. Термины и определения основных понятий»ГОСТ 16504-81 «Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения»ГОСТ 27.202-83 «Надежность в технике. Технологические системы. Методы оценки надежности по параметрам качества изготовляемой продукции»ГОСТ 8.002-86 «Государственная система обеспечения единства измерений. Государственный надзор и ведомственный контроль за средствами измерений. Основные положения»ГОСТ 8.326-89 «Государственная система обеспечения единства измерений. Метрологическая аттестация средств измерений»ГОСТ 3.1109-82 «Единая система технологической документации. Термины и определения основных понятий»ГОСТ 2.105-79 «Единая система конструкторской документации. Общие требования к текстовым документам»ГОСТ 2.108-68 «Единая система конструкторской документации. Спецификация»© 2007 ООО «МЦК» Независимая строительная экспертиза недвижимости: обследование зданий, контроль качества строительства, техническое проектирование домов в Москве и регионах России. Энергетическое обследование зданий и энергоаудит предприятий.

Рекомендации устанавливают цели. задачи. порядок планирования, приведения. формы и правила оформления документов контроля технологической дисциплины в процессе производства на предприятиях машиностроения и приборостроения. Рекомендации могут применяться поставщиками и потребителями при согласовании договорной документации
1 Основные положения
2 Планирование КТД
3 Порядок проведения КТД
4 Реализация результатов КТД
5 Оформление документов КТД
Приложение 1. Указания о применении видов, объемов и периодичности КТД
Приложение 2. Основные формы контроля технологической дисциплины и правила их оформления
Приложение 3. Методика расчета показателей. характеризующих технологическую дисциплину
Приложение 4. Наименование и коды видов отклонений
Приложение 5. Наименования и коды причин отклонений
Приложение 6. Коды и наименования мероприятий по устранению нарушения
Государственный комитет СССР по управлению качеством и стандартам
ВНИИНМАШ Горьковский филиал
Цена на этот документ пока неизвестна. Нажмите кнопку "Купить" и сделайте заказ, и мы пришлем вам цену.
Официально распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО "ЦНТИ Нормоконтроль".
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставкиРекомендации устанавливают цели. задачи. порядок планирования, приведения. формы и правила оформления документов контроля технологической дисциплины в процессе производства на предприятиях машиностроения и приборостроения. Рекомендации могут применяться поставщиками и потребителями при согласовании договорной документации
При соблюдении технологической дисциплины и необеспеченности требуемого качества поверхностного слоя детали на одной из операций должно быть осуществлено оперативное изменение технологического процесса, которое, как правило, заключается в корректировке условий обработки. [16]
Ответственность за соблюдение технологической дисциплины несут рабочий, мастер, технолог участка, старший технолог цеха, начальник цеха. [17]
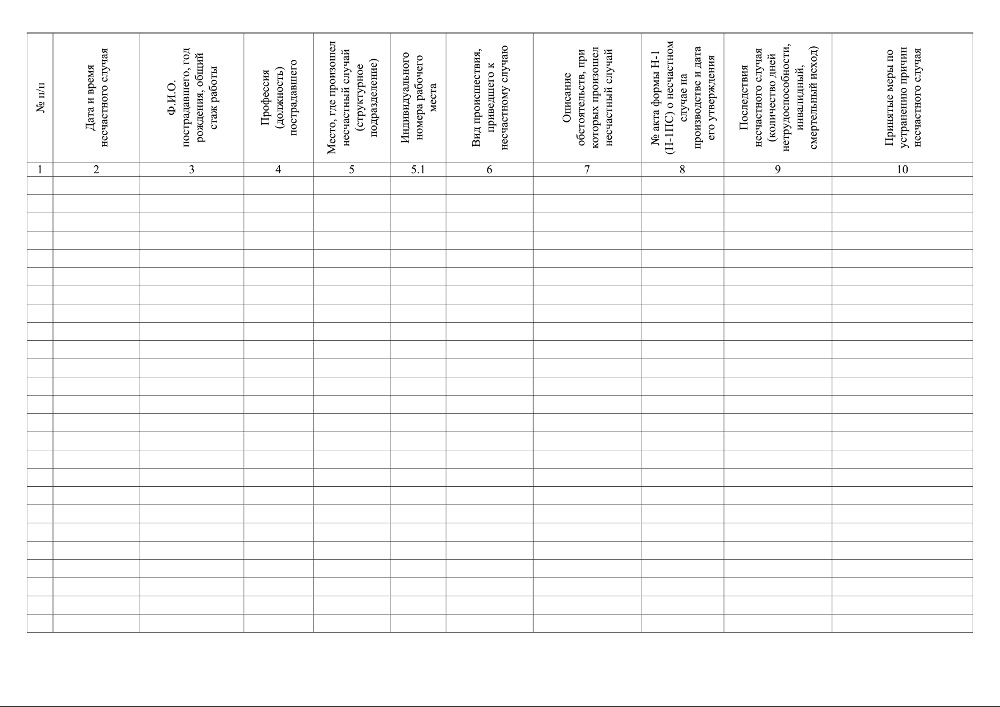
Результаты проверок соблюдения технологической дисциплины фиксируются в журналах контроля технологии цеха и отдела главного технолога. [18]
Результаты контроля соблюдения технологической дисциплины оформляют в журнале, где отражают состояние технологической дисциплины по подразделениям, видам деталей, технологическим процессам, видам отклонений. [19]
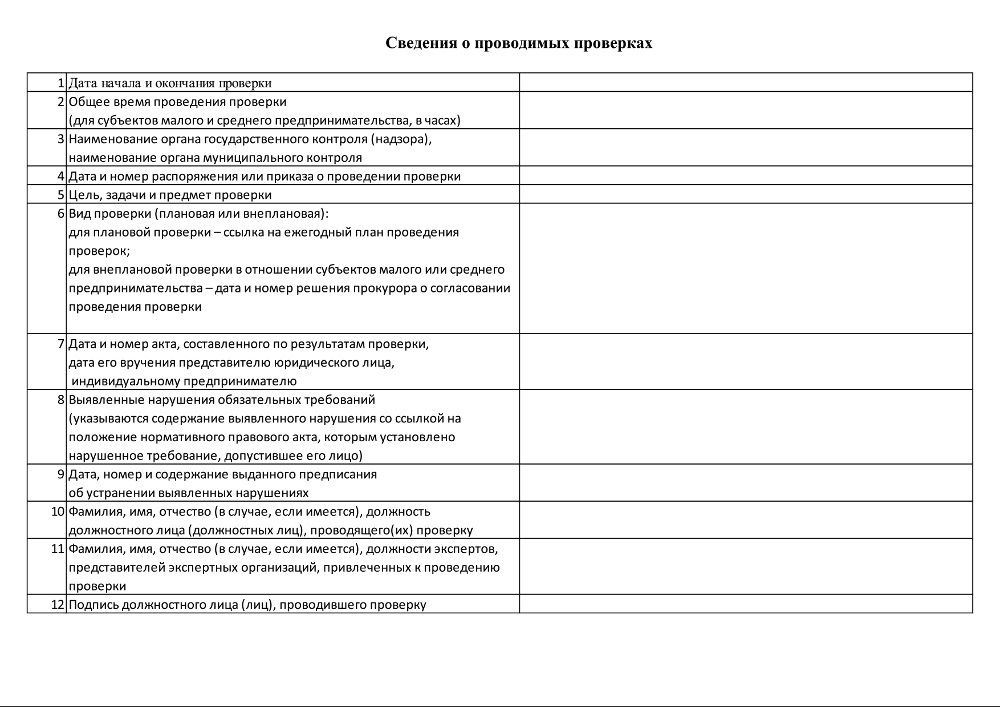
Плановые проверки соблюдения технологической дисциплины обычно организуются в соответствии с графиками ( форма 13), но при необходимости могут проводиться внеплановые, инспекторские проверки. Проверкой соблюдения технологической дисциплины при участии технологов занимаются многие службы: работники техни - - ческого контроля, Инспекции по качеству, представители заказчика, работники Комитета стандартов. [20]
Контроль за соблюдением технологической дисциплины производится во всех звеньях производства ( непосредственно на рабочих местах, складах и других службах) по специальному плану-графику ( форма 20), разрабатываемому на годовой период руководителями технологических подразделений завода. Сводный план-график проверки технологической дисциплины, который должен охватывать все наиболее ответственные заготовки, детали и сборочные единицы, составляется по той же форме 20, согласовывается с отделом технического контроля завода и утверждается главным технологом ( металлургом) по принадлежности. В этом плане-графике учитывают и годовой график подготовки производства новых изделий, с тем чтобы обеспечить нормальную и равномерную загрузку технологического аппарата в течение всего года как по подготовке производства новых изделий, так и по проверке соблюдения технологической дисциплины. [21]
Контроль за соблюдением технологической дисциплины в цехах работники ОТК осуществляют совместно с технологами отделов главного технолога и главного сварщика и технологов цехов. Проверка осуществляется в соответствии с графиком, утвержденным главным инженером завода. Результаты проверки могут оформляться в журналах или актами. [22]
Особое значение имеет соблюдение технологической дисциплины на производстве и тщательный технический контроль на всех технологических операциях. [23]
Летучим контролем охватывается соблюдение технологической дисциплины. состояние технической документации и рабочих мест, работа заводских лабораторий, соблюдение правил хранения материалов, полуфабрикатов, комплектующих изделий и готовой продукции, а также другие стороны деятельности предприятий, от которых зависит качество выпускаемой продукции. Летучий конт роль осуществляется внезапно и планы его администрации предприятия не сообщаются. [24]
Помимо плановой проверки соблюдения технологической дисциплины. осуществляемой соответствующей комиссией, должен производиться повседневный контроль выполнения утвержденных технологических процессов при приемке продукции на рабочих местах и в контрольных пунктах. [25]
Осуществлять контроль за соблюдением технологической дисциплины. своевременно разрабатывать новые и пересматривать действующие инструкции по совершенствованию технологии и техники безопасности. [26]
Осуществляет контроль за соблюдением технологической дисциплины в производстве и правильной эксплуатацией технологического оборудования. [27]
Осуществлять контроль за соблюдением технологической дисциплины. своерремепно разрабатывать новые и пересматривать действующие инструкции по совершенствованию технологии и техники безопасности. [28]
ОТК выборочно проверяет также соблюдение технологической дисциплины - соответствие производственных операций требованиям утвержденных технологических карт и другой технологической документации, а также выполняет ряд других работ, связанных с обеспечением выпуска доброкачественной продукции. [29]
Отсутствие должного контроля за соблюдением технологической дисциплины и самовольное изменение чертежей приводит к большому браку и потерям, ухудшает качество и увеличивает себестоимость машин, тормозит и дезорганизует производство, наносит большой вред государству. [30]
Страницы: 1 2 3 4
Поделиться ссылкой:Контроль качества и прием готовых изделий осуществляется ОТК заводов в соответствии с заводскими стандартами. Готовые железобетонные изделия отпускают заказчику с отделанными лицевыми поверхностями, углами и кромками, что исключает дополнительную обработку изделий на стройках.
Изделия принимают партиями, состоящими из однотипных изделий, изготовленных по одной технологии, из материалов одного вида и качества. При массовом производстве в состав партии входят изделия, изготовленные предприятием в течение одних суток. При комплектной поставке изделий в состав партии могут входить изделия, изготовленные в течение одной недели.
Технический контроль производства осуществляют на различных этапах технологического процесса. В зависимости от этого различают входной, пооперационный и приемочный контроль.
Основные задачи производственного контроля — контроль качества материалов и полуфабрикатов (входной контроль ); контроль выполнения технологических требований на каждой операции производственного процесса в соответствии с установленными режимами, инструкциями и технологическими картами (пооперационный контроль ); контроль качества и комплектности продукции, соответствие ее стандартам и техническим условиям
Систематическая проверка соответствия производственных условий установленным требованиям является одной из основных задач пооперационного контроля.
Документация производственного контроля и маркировка изделий
Для учета производственной деятельности предприятия и оформления результатов контроля ведутся технические записи, журналы испытаний, лабораторные анализы и пр.
Основными видами технической документации на заводах сборного железобетона являются:
журнал учета поступления материалов и контроля их качества, в котором приводятся сведения о результатах испытания цемента и заполнителей, отметки о рекламациях и др.;
журнал производства бетонной смеси с указаниями по подбору состава компонентов, включая определение плотности заполнителей, процента пустотности, а также отметки о контроле подвижности смеси и продолжительности перемешивания;
журнал производства железобетонных изделий, в котором приводятся указания о контроле форм, арматурных каркасов, режима уплотнения и пр.;
журнал контроля тепловой обработки изделий с отметками о времени замера температуры и влажности в камерах;
журнал испытания контрольных кубов в лаборатории предприятия;
журнал испытания готовых изделий на прочность, жесткость и трещиностойкость.
На небольших предприятиях сведения по учету и контролю производства могут быть объединены в 2—3 журналах.
Журнальные записи служат документальным основанием для установления качества готовой продукции. На каждую партию отпускаемых изделий предприятие обязано составить паспорт, в котором указать основную характеристику изделий, их соответствие требованиям стандартов и технических условий.
Маркировка железобетонных изделий способствует улучшению контроля готовой продукции и организации ее отпуска потребителям. Потребитель имеет право отказаться принимать продукцию в случае несоответствия ее маркировки установленным требованиям.
Существующая система маркировки изделий заключается в том,
что на каждом изделии посредством трафаретов или штампов наносят несмываемой краской три маркировочных знака: марку изделия, паспортный номер и заводской товарный знак. Изделия маркируют в соответствии с требованиями ГОСТ 23009—78 [6].
Паспортный номер состоит из двух чисел: первое обозначает номер партии, второе — номер изделий в партии (например, паспортный номер изделия «2—15» обозначает 15-е изделие 2-й партии).
На основании паспортного номера по журналам контроля производства можно установить дату выпуска изделия, прочность контрольных образцов бетона и пр. На мелких изделиях (до 0,2 м 3 ) ставят только номер партии.